The global market for aluminum alloys wheels is estimated at US $ 24.7 billion in 2020 and is expected to reach US $ 36.8 billion by the end of 2026, with an average annual market growth of approximately 5.8%.
Today, the mass production of cast aluminum wheels is carried out on Low pressure die casting machines (LPDC) and gravity die casting machines (both tiltable and stationary).
When casting under low pressure, the melt is fed into the die into the wheel hub, and technological methods are used to achieve directional solidification of the melt from the upper part of the rim to the central sprue. A schematic diagram of casting is shown in Figure 1. Among the advantages of this technology are a high yield with acceptable productivity and high automation of the casting process.

Fig. 1: Schematic diagram of casting an aluminum wheel using low pressure die casting
However, with the simplicity of this technology, a significant problem arises during the solidification of the casting. This is overheating of the central part of the die in the area of the sprue. There is a significant difference in the cooling rates of different parts of the wheel, which leads to a significant difference in the microstructure and, accordingly, in the mechanical properties. There are also defects in the form of “looseness” in the area of the central sprue.
So, according to the authors [1, 2], in a cast wheel made by casting under low pressure, a significant difference of the sizes of microstructure elements and mechanical properties [4, 5] (table 2 and 3) is recorded in different parts of the cast wheel. The summarized data given by the authors [1, 2] are shown in Table 1.
Table 1: Size of microstructure elements of various parts of low pressure cast A356 aluminum alloy wheel
| Cast wheel parts | [1] Distance between the axes of dendrites (SDAS), µm |
[2] Distance between the axes of dendrites (SDAS), µm |
[3] Distance between the axes of dendrites (SDAS), µm |
| Hub | 57 - 59 |
75 |
55 |
| Spokes | 35 - 42 |
- |
36 |
| Rim | 23 - 28 |
36 - 47 |
22 |
Such a significant difference in structure is associated with the rate of cooling of the melt during solidification in different parts of the cast wheel. Also, the authors of [2] noted an increase in the porosity of the cast material during the formation of a coarser microstructure. Crystallization time calculated by the authors [3] for different parts of the wheel was: hub – 184 seconds, spokes – 52 seconds, rim – 12 seconds.
Table 2: The influence of the size of the elements of the microstructure on the mechanical properties of various parts of the wheel [4]
Cast wheel size |
Spokes |
Hub |
||
Distance between the axes of dendrites (DAS), µm |
Elongation, % |
Distance between the axes of dendrites (DAS), µm |
Elongation, % |
|
| 8J*17 with thin spokes | 40-50 |
6-7 |
50-61 |
4-6 |
| 7J*15 with thick spokes | 60-67 |
3,3-3,9 |
60-76 |
2,7-4 |
Table 3: The mechanical properties of various parts of the wheel obtained by casting under low pressure from alloy A356 [5]
Properties |
Spokes |
Rim |
| Ultimate tensile strength, MPa | 148 |
215 |
| Yield strength, MPa | 230 |
256 |
| Elongation, % | 3,5 |
6,2 |
The use of thermostating / cooling of parts of the die significantly complicates the technological process and cannot completely solve this problem in the zone of the melt income.
When casting into a tilted die, the melt is poured into the rim of the wheel in the upper part of which the “riser” is placed (Figure 2).
The rate of filling the die with the melt is regulated by the rate of tilting of the machine, and solidification is directed from the hub to the “riser”. With this scheme of pouring and solidifying the casting, there is no significant overheating of individual parts of the die. This results in a uniform structure of the cast material of the wheel. Effective cooling of the hub results in good directional solidification of the casting, while the wheel rim is effectively “fed” by the “riser” placed on top of it.
Thus, the homogeneity of the structure and properties of the cast material in the tilting gravity die casting is higher than in the case of low pressure die casting.

Fig. 2: Schematic diagram of casting an aluminum wheel into a tilting gravity die casting machine
This casting concept makes it possible to cover a wide range of cast wheels, both in size and design, with a dense cast wheel material, especially in the area of the rim, which is subjected to air tightness tests.
The process of filling the die with the melt is a prerequisite for the formation of the required directional solidification of the casting.
To ensure the maximum possible density of the cast material, it is necessary to carry out directional solidification (factor 1) under the action of excessive pressure on the growing grains of the cast material (factor 2) during the formation of the casting.
The simultaneous action of these two factors during the formation of the casting allows to obtain a high-quality cast material with high physical and mechanical properties. To provide a more uniform microstructure in all parts of the wheel, the tilting gravity die casting method is usable.
Subsequent heat treatment of the casting can significantly improve the mechanical properties, but it places high demands on the quality of the casting.
Today, the technology of casting aluminum wheels into a tilting die is quite effective.
The initial investment in tilt gravity die casting equipment for aluminum wheels is on average about 40% of the investment in low pressure casting equipment. This allows small and medium-sized companies to start producing quality alloy wheels faster.
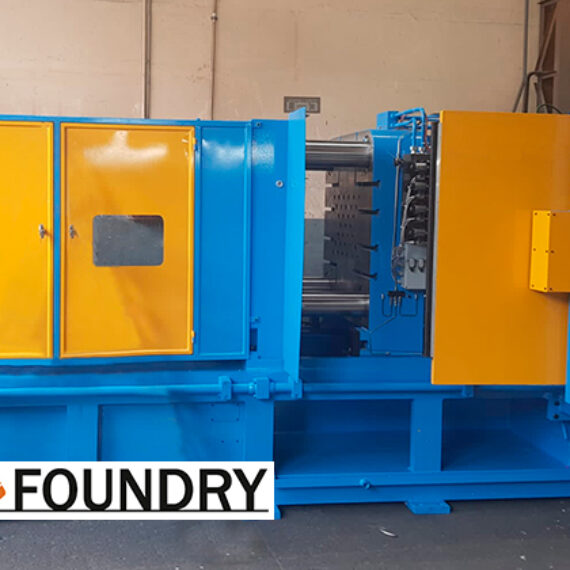
A specialized tilting gravity die casting machine for aluminum wheels has been designed (Figure 3) by specialists of SA-Foundry sp. z o.o. and allows to obtain wheels with a radius of up to 21″. The modern design ensures reliability and high performance. The force of opening the die reaches 60 tons, and the force of closing is 40 tons.

Figure 3: General view of the specialized tilting gravity die casting machine SA-Foundry sp. z o.o. for casting aluminum wheels
References:
- Mattia Merlina, Giulio Timelli, Franco Bonollob, Gian Luca Garagnania. Impact behaviour of A356 alloy for low-pressure die casting automotive wheels. Journal of materials processing technology 209 (2009), 1060–1073.
- C. Bosi, G.L. Garagnani, R. Tovo. Metallurgical Science and Technology, 2010.
- Andrea Manente and Giulio Timelli. Optimizing the Heat Treatment Process of Cast Aluminium Alloys. 2011.
- Bernd Meurer, Dirk Haferkamp and Alexander Jörg, Dr. B. Meurer, Dipl.-Ing. D. Haferkamp and Dipl.-Ing. A. Jörg. Use of simulation in the production of cast aluminium wheels. Michelin Kronprinz Werke GmbH, Solingen. 2002.
- Hua-Rui Zhang, Zhen-Bang Liu, Zi-Zhuo Li, Guo-Wei Li, Hu Zhang. Cooling Rate Sensitivity of RE-Containing Grain Refiner and Its Impact on the Microstructure and Mechanical Properties of A356 Alloy. Acta Metallurgica Sinica (English Letters), 2016, 29 (5): 414-421.
Authors
- Yuri Sezonenko, Eng., Technical Director of SA-Foundry (www.sa-foundry.com), Poland
- Anton Sezonenko, Ph.D., Managing Director of SA-Foundry (www.sa-foundry.com), Poland